This technical article is an overview of the topic of surface roughness as it pertains to the products offered by Superior Die Set. We will first review Superior’s in-house standards for surface roughness. We will provide an explanation for the Ra scale for surface roughness and what that scale actually represents. We will also talk about why surface roughness is an important characteristic in our products. In addition, we will show you the surface roughness measuring equipment used at Superior Die Set and how it works. Finally, we will talk about how perception can influence objectivity with respect to measurement of surface roughness.
Superior Die Set complies to the basic industry standards of surface finish which is 63 Ra for Blanchard ground plate and 32 Ra for Surface ground plate. It must be understood, though, that many factors contribute to these values that can cause different readings such as lubricants, oxidation, scratches, and condition of testing unit to name a few. Variable testing results are possible.
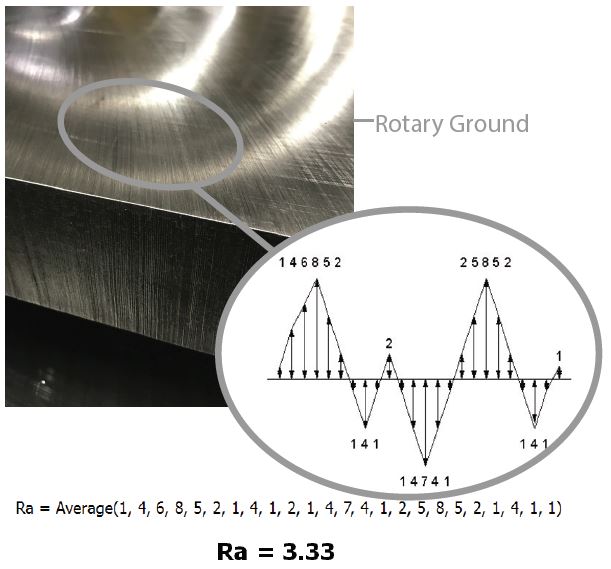
Surface roughness can be measured several different ways – but by far the most common method (and the method used by Superior Die Set) is the calculation for Ra, which corresponds with the average of the absolute roughness value compared to the mean. Imagine that you are looking at the surface of a plate, visualized as such: What we are concerned with is the height of both the peaks and valleys of a surface compared to the average. If the peaks and valleys are relatively large compared to the average roughness value, then the surface is rough and Ra is high. If the peaks and valleys are relatively small compared to the average roughness value, then the surface is smooth and Ra is low.
Another surface roughness scale that may be used is the RMS (root-mean square) scale. The formula used to calculate RMS surface roughness is different than Ra but uses the same individual height measurements of a surface’s peaks and valleys. The RMS scale is typically not specified as commonly as the Ra scale, because of the fact that a single large peak can raise and distort the overall measurement of RMS surface roughness, compared to the Ra calculation.
Surface roughness can be important for different reasons. The most common place we measure surface roughness at Superior Die Set is on ground plate. In that situation, the surface roughness is important mainly because it typically correlates to how well we were able to hold size and parallelism of the plate. A poor or inconsistent surface roughness can be an immediate visual clue that there may be a problem with size or parallelism.
Aside from the surface roughness we can measure on Blanchard ground or surface ground plates, there are other situations where surface roughness matters. For example, the surface roughness of milled pockets or machined holes can affect performance – specifically with regard to wear resistance and crack formation. Rough surfaces typically wear more quickly than smooth surfaces. Avoiding crack formation is important in many of the tooling components for stamping applications, and especially bolster components and the bolster itself in forging applications.
Below are a few pictures of the portable profilometer used at Superior Die Set in action, measuring surface roughness: It works by pulling a diamond-tipped stylus across the surface that is being measured, for a specific distance and with a specific contact force. The device plugs the stylus’s displacement data into the appropriate surface roughness formula and then displays it in Ra format. Other surface roughness formulas are also avail-able. The main advantages of using a contact profilometer are:
Acceptance – most of the world’s surface finish standards are written for contact profilometers
Surface independence – contacting the surface is often an advantage in when dirt, foreign material, surface reflectance, or color can cause inaccurate results with non-contact profilometer
Resolution – The stylus tip on some profilometers can be as small as 20 nano-meters which allows for a resolution that is significantly better than even white-light optical profiling.

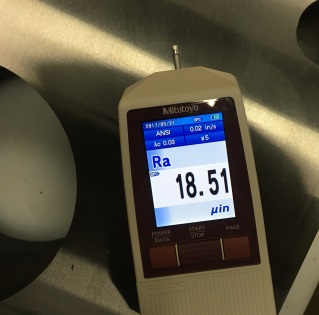

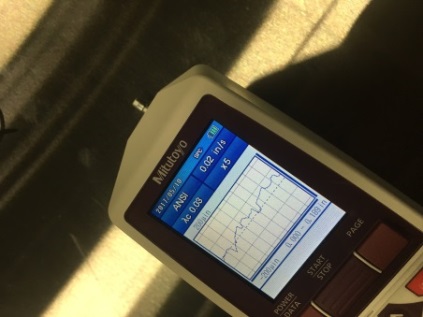
Image 1-Quick Milled Edge Results, Image 2-Surface Ground Results, Image 3-Blanchard Ground Results, Image 4-Graphic Data
Objective measurement is king when it comes to determining surface roughness – however, perception of manufacturing process results can get in the way of that objective measurement. As you will see in the image below, there are visual surface roughness comparators used by many skilled personnel in the industry, in order to get a rough estimate of surface roughness without taking a measurement.

But what can be taken away from this image? Just because steel is removed using a certain process – be it Blanchard grinding, surface grinding, or even CNC milling – that doesn’t mean your surface roughness results have to be limited to a predefined range.
In fact, it is possible for Superior Die Set to hold Ra to a range of 8-16 even on a Blanchard grind (see “16BL” above) and especially so on a surface grind (see “16G” above). It is also common for Superior Die Set to hit Ra values for milled edges in a range of 16-32, even though those milled edges may look completely different than a surface ground face! The cutting tool marks or grinding stone marks do not necessarily mean anything with respect to surface roughness – it’s more about how we go about the process of grinding or milling.
In conclusion, here are the main points of this article:
- Superior Die Set has internal standards for surface roughness on all ground plate
- Ra is by far the most common surface roughness measurement, and is also used by Superior Die Set
- Surface roughness is important for ground plate be-cause it sometimes correlates with size/parallelism
- Surface roughness is also important in other situations for wear resistance and avoiding crack formation
- Superior Die Set uses a contact profilometer to mea-sure surface roughness
- Cutting tool and grinding stone patterns do not necessarily mean “good” or “bad” surface roughness