One of the lesser-known services that Superior Die Set is able to provide in-house is the process of vibratory stress relief (VSR). VSR is typically offered as a method to relieve residual stresses that are present as a result of flame cutting and/or welding. It is most often used on large weldments that won’t fit in Superior Die Set’s on-site furnaces, and can be an acceptable alternative to thermal stress relief (TSR). This article will provide a simple explanation and a bit of history about the VSR process, as well as a discussion of a few of the major benefits of VSR as compared to TSR.
A Bit of History
The principles of VSR have been in practice for many years. The earliest method involved a process called “natural aging”, where a metal (or wooden!) workpiece would be placed outdoors for up to a year-and-a-half, allowing the material to expand and contract naturally via the somewhat consistent fluctuation in daytime and nighttime temperatures. Blacksmiths used a technique called “hammer relaxation”, striking a metal workpiece repeatedly to induce high-amplitude vibration. Early metal-castings were even sometimes dropped from a considerable height into a pile of sand, again attempting to induce vibration with the end goal of relieving stresses. These processes, while somewhat effective, were uncontrollable, unpredictable, slow, and in some cases, extremely dangerous.
The modern history of VSR developed in the midst of World War II. As the technology of aerial photography developed, it became easier and easier for the Allies to identify and bomb critical German facilities – in particular, those that offered heat-treatment. By 1943 the severe shortage of large castings forced German heavy industry to turn to fabricated weldments – but without heat treating facilities, they faced the problem of how large weldments could be stress relieved in preparation for precision machining. The Germans soon discovered that large fabrications transported by truck or rail from the weld shop to the machine shop, as compared with those that were welded and machined in the same or adjacent facilities, displayed superior dimensional stability during machining. This positive effect was described as a phenomenon, and wasn’t entirely understood – although engineers correctly supposed it was a result of workpiece vibration during transportation. After the war, and in particular as new types of steels and bimetallic materials were developed and utilized (some of which did not respond well to thermal heat treatment), demand increased for a way to reduce residual stresses without the use of a thermal process. And so began the experimentation with methods to generate vibration in a more predictable and cost-effective manner.
Today’s VSR process is very straightforward. The workpiece (usually a large weldment) is placed on load cushions (shown as red). A vibratory motor and an accelerometer are fastened to the workpiece.

Then a scan cycle is done on the workpiece by slowly and incrementally increasing the vibration frequency to determine the frequencies at which the workpiece resonates.
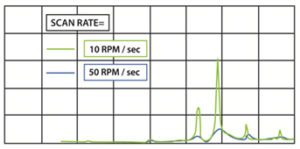
Engineer’s Explanation:
The peaks you see in the example chart above show the natural resonant frequencies of the workpiece, but the amplitudes are only a fraction of the workpiece’s potential amplitude. This is due to residual stresses present in the workpiece that are causing uneven spots of rigidity. Therefore the final step of the VSR process is to tune the vibratory motor to apply constant-frequency vibration at these resonant frequencies. This will cause residual stresses to decrease, the natural resonant frequencies to shift slightly, and the amplitude of the resonant vibration to increase.
A Real-World Example and Alternative Explanation:
To strike a large bell with a hammer will result in vibration and resonance. If there are any residual stresses left over in the bell because of the way it was manufactured, the bell will be too rigid at the spots of residual stress, and as a result will definitely not ring as loudly as it should and the sound will dissipate much more quickly (lowered amplitude and resonance).
The VSR process will ring the bell at every frequency, in increments of 10 rings-per-minute, from 0 to 6000 rings-per-minute. The graph that is produced as a result of the test is a visual representation of the resonant frequency point(s) – i.e. those frequencies at which the bell should potentially ring the loudest. Then, the vibratory motor is used to force the bell to ring at exactly those frequencies, exciting the molecules of the bell’s material, and reducing the residual stress. A post-VSR ring of the bell results in a louder, more resonant tone because the residual stresses are reduced. The bell is less rigid overall and able to vibrate more than it did prior to the VSR.
Main Benefits of VSR as compared to TSR
The lead time for VSR is quicker (2-3 hours typical) vs. TSR (18+ hours), and VSR is less expensive, particularly if:
- The workpiece needs to be transported to and from a specialized heat-treatment facility
- The size of the workpiece demands special permits and flatbed truck transportation
- VSR can be used after rough machining to reduce machining stresses without the distortion caused by TSR
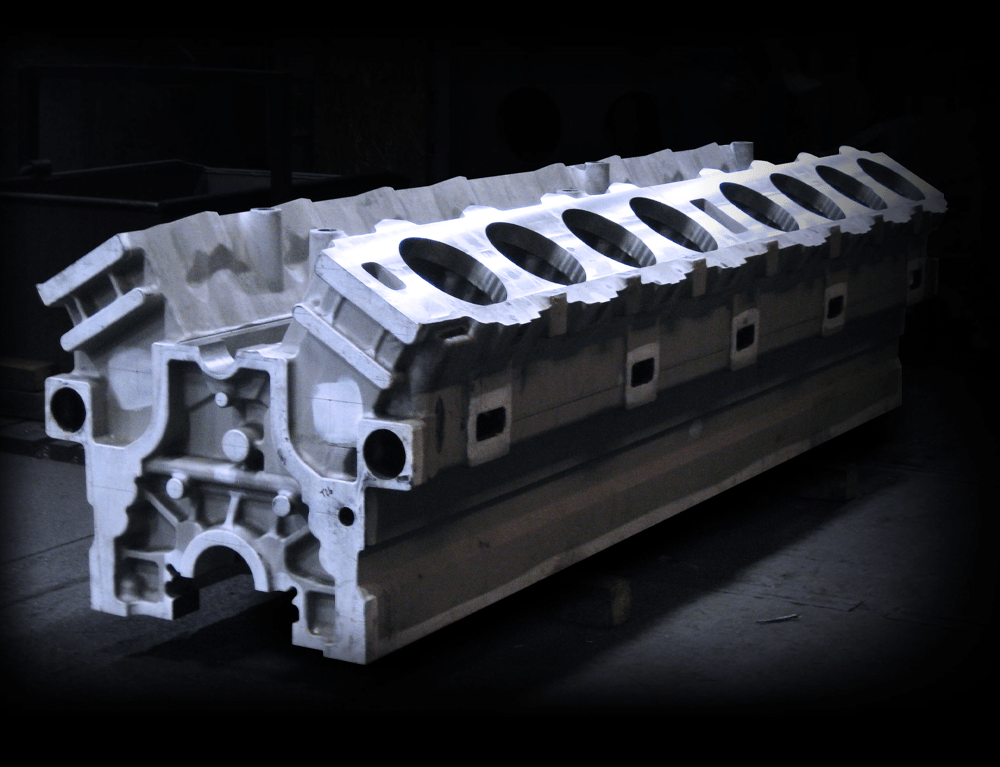
A perfect example of this is a VSR application that is performed regularly at Superior Die Set:

The part pictured is a 16 cylinder natural gas engine that is brought over from Germany, rough machined, and then vibratory stress relieved at Superior Die Set because the process has provided the customer the ability to hold tighter tolerances on the cylinder bores during finish machining.
- VSR does not cause distortion – TSR can cause distortion, especially for odd-shaped workpieces
- VSR is eco-friendly – using far less energy compared to TSR